 シリンダー ヘッドの再研磨 - 正しい表面仕上げを得る
シリンダー ヘッドの再研磨 - 正しい表面仕上げを得る つまり、シリンダー ヘッドの再表面処理には、ヘッド ガスケットの漏れ以外にも多くの理由があります。
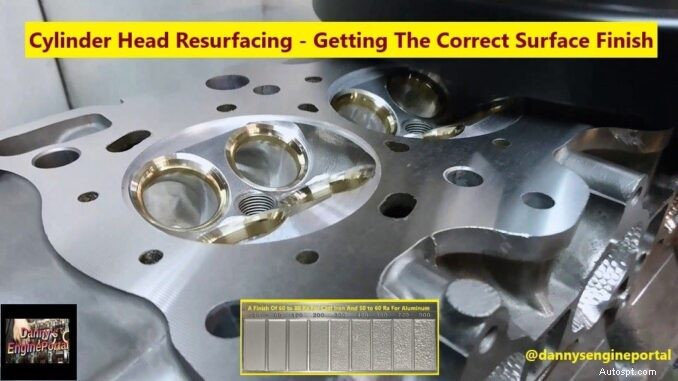
適切に密閉するには、ヘッド ガスケットの表面仕上げが推奨範囲内である必要があります。
ヘッドガスケットの種類により仕様が異なります。また、表面が粗すぎる場合、または場合によっては滑らかすぎる場合、ガスケットが適切にシールされない可能性があります。したがって、特定のエンジンや特定のタイプのヘッド ガスケットについて、推奨される仕様を調べてください。
(CBN) または (PCD) ツール ビットでは、最良の Ra 数値が得られますが、
現在、多くのアルミニウム製ヘッドやガスケットに求められる、より滑らかな仕上げが必要です。したがって、シリンダーヘッドの再研磨時には、テーブル送りと (RPM) の適切な組み合わせを使用する必要があります。これには、可変速テーブルおよび/または多速度または可変速ミリング ヘッドが必要です。
カッティングヘッドの回転数を上げたり、送り速度を遅くしたりすると、より滑らかな仕上がりになります。フライス盤の送り速度は 1,000 (RPM)、毎分 2 インチにすることをお勧めします。
また、2 枚刃のカッター (割り出しは困難ですが、より優れています) を使用して、12 RA の表面仕上げを実現します。アルミニウムのフライス加工には、通常、超硬または (PCD) 工具が推奨されます。一方、鋳鉄のフライス加工には超硬または (CBN) が推奨されます。
したがって、(MLS) ヘッドガスケットには非常に滑らかな表面が必要です。また、ほとんどのガスケットでは、一般に滑らかな方が (ある程度までは) 優れています。なぜなら、保冷力は向上しますが、限界があります。ほとんどのガスケット メーカーは、非アスベストまたはグラファイトのヘッド ガスケットの場合、表面は 30 RA より滑らかであってはいけないと言っています。
これは、ヘッドとブロックによるガスケットの横方向のサポートによるものです。これは、シリンダー ヘッドの再研磨を行う際に、もう 1 つの非常に重要な事実です。ヘッドをブロックにボルトで固定すると、両側の金属がガスケットに食い込みます。そして、これはそれを所定の位置に保持するのに役立ちます。
ただし、ヘッドがアルミニウム、ブロックが鋳鉄の場合、あまり食い込みは望ましくありません。アルミニウム製ヘッドの膨張と収縮によって生じる横方向のせん断力が原因です。ただし、シリンダー内の燃焼ガスがガスケットを変形させないようにするためのサポートが必要です。その結果、ヘッドガスケットが吹き飛んでしまいます。
きれいで、平らで、滑らかです。これら 3 つの単語は、ヘッドとブロックだけでなく、あらゆる機械加工ジョブの表面を表します。しかし、表面は本当にどのくらいきれいで、どのくらい平らで、どのくらい滑らかでなければならないのでしょうか?それはアプリケーションによって異なります。
ここで注意すべきことの 1 つは、洗浄溶剤またはガスケット除去剤の使用です。主な理由は、表面に残留物が残るためです。残留物は、ヘッドガスケットのコーティングまたは材料と相互作用する可能性があります。その結果、ガスケットの早期破損につながります。
一部のショップや再構築業者は、残留ガスケット材料を磨くためにエアドリルまたはバッファー内の研磨パッドを使用しています。古いガスケットを素早く簡単に取り外すことができます。また、金属を過剰に除去してしまう可能性があるため、危険でもあります。そして、凹みを残すと、封印するのは困難になります。漏れが発生し、エンジンが過熱する可能性があります。
ベルトのサンディングに関しては、時間を大幅に節約できます。なぜなら、ヘッドやその他の部品を固定具に取り付ける必要がないからです。ただし、シリンダーヘッド再研磨、ベルト脱落あり。なぜなら、フライス加工や研削ほど正確ではなく、個々のオペレーターに大きく依存するからです。
したがって、ベルト サンディングは、マニホールドやタイミング カバーなどの固定が難しい部品の清掃や表面の再仕上げに適しています。
したがって、シリンダーヘッドの再表面仕上げを行う場合は、完璧である必要があります。なぜなら、設備を無視した場合、高品質の表面仕上げは期待できないからです。また、乾式粉砕にはクーラントが不要なため、クーラントのメンテナンスが必要ありません。
オイルが漏れている車を運転するのは悪いことですか?
メルセデスベンツサービスBとは何ですか?
EVドライバーはハンドルを握るストレスが少ない
テスラが75Dモデルをラインナップから削除